
You are looking for information, articles, knowledge about the topic nail salons open on sunday near me 렌치 볼트 체결 토크 on Google, you do not find the information you need! Here are the best content compiled and compiled by the Chewathai27.com/to team, along with other related topics such as: 렌치 볼트 체결 토크 볼트 체결 토크 n m, 볼트 체결 토크 계산, 표준 체결 토크, 플랜지 체결 토크, 볼트 토크 계산 엑셀, 토크기준표, SUS 볼트 체결 토크, 볼트 토크값
렌치 볼트 체결 토크
- Article author: kr.misumi-ec.com
- Reviews from users: 4856
 Ratings
Ratings - Top rated: 4.2
- Lowest rated: 1
- Summary of article content: Articles about 렌치 볼트 체결 토크 볼트 체결 시 적정 체결 축력의 산출은, 토크법에서는 규격 내력의 70%를 … 1.25, 토크 렌치, 망간 인산염, 무 처리 또는 인산염, 기름 윤활 또는 MoS2 페이스트. …
- Most searched keywords: Whether you are looking for 렌치 볼트 체결 토크 볼트 체결 시 적정 체결 축력의 산출은, 토크법에서는 규격 내력의 70%를 … 1.25, 토크 렌치, 망간 인산염, 무 처리 또는 인산염, 기름 윤활 또는 MoS2 페이스트.
- Table of Contents:
렌치 볼트 체결 토크 – Quang Silic
- Article author: quangsilic.com
- Reviews from users: 43489 Ratings
- Top rated: 4.1
- Lowest rated: 1
- Summary of article content: Articles about 렌치 볼트 체결 토크 – Quang Silic 볼트 조임토크표 기술자료 – 이남자의 기록. 호칭경마찰; 계수3.64.65.6; 4.85.88.810.912.93.64.65.6; … …
- Most searched keywords: Whether you are looking for 렌치 볼트 체결 토크 – Quang Silic 볼트 조임토크표 기술자료 – 이남자의 기록. 호칭경마찰; 계수3.64.65.6; 4.85.88.810.912.93.64.65.6; … 호칭경마찰; 계수3.64.65.6; 4.85.88.810.912.93.64.65.6;
- Table of Contents:
볼트 조임토크표 기술자료 – 이남자의 기록
볼트 조임 토크
볼트너트 체결 이후 체결된 토크를 확인하는 방법 고찰 – 네이버 …
Torque 기초 기술 자료편 – 네이버 블로그
ž 나사의 조임토크 결정 (Tightening torque) 예시
볼트 체결력 및 토크렌치 이론 – 스마트하게 따뜻하게
볼트 역학과 체결 토크 계산 – 이엔지베이(ENGBAY)
볼트 & 너트 기본 지식 그리고 잠금 토크 의 세계
이남자의 기록 :: 볼트 조임토크표 기술자료
- Article author: this-man.tistory.com
- Reviews from users: 32050 Ratings
- Top rated: 3.8
- Lowest rated: 1
- Summary of article content: Articles about 이남자의 기록 :: 볼트 조임토크표 기술자료 Updating …
- Most searched keywords: Whether you are looking for 이남자의 기록 :: 볼트 조임토크표 기술자료 Updating 아래에 제시한 표에서 나사의 호칭경을 찾아 특정 호칭경에서 적정한 마찰계수와 강도등급란이 교차되는 지점의 값을 읽으면 이 값이 최대 조임토크 값이 된다. 나사의 최대 체결력은 일반적으로 다음의 식..
- Table of Contents:
검색결과 리스트
글
볼트 역학과 체결 토크 계산
- Article author: csengineering.tistory.com
- Reviews from users: 2237 Ratings
- Top rated: 3.6
- Lowest rated: 1
- Summary of article content: Articles about 볼트 역학과 체결 토크 계산 우리가 볼트를 체결할 때 사용하는 토크렌치의 토크 값의 근거는 무엇일 까요? 볼트를 체결함에 따라 볼트 몸통에 작용하는 인장 응력(예하중, 프리텐션) … …
- Most searched keywords: Whether you are looking for 볼트 역학과 체결 토크 계산 우리가 볼트를 체결할 때 사용하는 토크렌치의 토크 값의 근거는 무엇일 까요? 볼트를 체결함에 따라 볼트 몸통에 작용하는 인장 응력(예하중, 프리텐션) … 볼트 역학과 체결 토크 계산 볼트를 체결하기 위해 필요한 힘은 어떻게 계산될 까요? 우리가 볼트를 체결할 때 사용하는 토크렌치의 토크 값의 근거는 무엇일 까요? 볼트를 체결함에 따라 볼트 몸통에 작용하는 인..
- Table of Contents:
1 볼트 역학 – 체결력과 토크
2 체결 토크 계산
3 결론
태그
‘구조설계’ Related Articles
공지사항
최근 포스트
태그
검색
렌치 볼트 체결 토크
- Article author: sfatech.co.kr
- Reviews from users: 29249 Ratings
- Top rated: 4.8
- Lowest rated: 1
- Summary of article content: Articles about 렌치 볼트 체결 토크 Updating …
- Most searched keywords: Whether you are looking for 렌치 볼트 체결 토크 Updating
- Table of Contents:
볼트 체결력 및 토크렌치 이론
- Article author: doctorwolf.tistory.com
- Reviews from users: 31747 Ratings
- Top rated: 3.5
- Lowest rated: 1
- Summary of article content: Articles about 볼트 체결력 및 토크렌치 이론 체결력을 견딜 수 있다. 토크는 볼트의 회전력이라 할 수 있으며 이 힘은 볼트에 탄력적인 축력을 발생시켜. 체결이 이루어 지도록 하는 힘이 체결력 … …
- Most searched keywords: Whether you are looking for 볼트 체결력 및 토크렌치 이론 체결력을 견딜 수 있다. 토크는 볼트의 회전력이라 할 수 있으며 이 힘은 볼트에 탄력적인 축력을 발생시켜. 체결이 이루어 지도록 하는 힘이 체결력 … 제 1 절 볼트 체결력 1.1 볼트 체결력의 결정 기계나 건축구조물에서 각각의 부분품들은 대부분 볼트로 조립된다. 볼트를 사용하여 부분품을 조립하는 경우 작은 힘으로서 큰 체결력을 발생시킬 수 있다. 또한 제..
- Table of Contents:
‘Mechanical Design’ Related Articles
공지사항
최근 포스트
태그
검색
전체 방문자
볼트 조임 토크 :: [공학나라] 기계 공학 기술정보
- Article author: mechengineering.tistory.com
- Reviews from users: 20449 Ratings
- Top rated: 3.0
- Lowest rated: 1
- Summary of article content: Articles about 볼트 조임 토크 :: [공학나라] 기계 공학 기술정보 표준이 없는 경우는 제작사에서 해당 볼트의 조임토크를 추천해준다. … 으로 제시되는 토크 편차는 의외로 크다 (특히 토크렌치에 의한 편차). …
- Most searched keywords: Whether you are looking for 볼트 조임 토크 :: [공학나라] 기계 공학 기술정보 표준이 없는 경우는 제작사에서 해당 볼트의 조임토크를 추천해준다. … 으로 제시되는 토크 편차는 의외로 크다 (특히 토크렌치에 의한 편차). ▷ 볼트를 조이는 이유 볼트를 조이는 이유는 적절한 볼트 인장력 (볼트머리와 나사산이 당기는 힘) 을 생성하기 위해서이다. 특히, 압력 용기에서는 적절한 볼트 인장력 (압력에의한 분리력 이상) 이 있어야 기..기계 공학 이론 및 실무 에 관한 쉬운 설명
- Table of Contents:
볼트 조임 토크
티스토리툴바
See more articles in the same category here: https://chewathai27.com/to/blog.
볼트 역학과 체결 토크 계산
볼트 역학과 체결 토크 계산
볼트를 체결하기 위해 필요한 힘은 어떻게 계산될 까요?
우리가 볼트를 체결할 때 사용하는 토크렌치의 토크 값의 근거는 무엇일 까요?
볼트를 체결함에 따라 볼트 몸통에 작용하는 인장 응력(예하중, 프리텐션)은 어떻게 계산될까요?
1. 볼트 역학 – 체결력과 토크
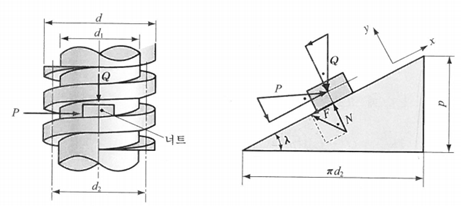
볼트를 조이거나 풀 때, 아래 그림처럼 접선 방향의 회전력 P가 작용하고 경사면을 따라 밀어 올리는 과정에서 수직하중 Q가 작용하게 됩니다.
이때의 경사면에 따른 경사각 λ는 볼트의 리드각을 의미합니다.
볼트를 조이는 힘 P는 축 방향에 직각인 유효 지름 d2의 접선 방향으로 작용합니다.
이때 축 방향 하중 Q는 유효 지름의 나선 위에 작용한다고 생각할 수 있습니다.
결과적으로 볼트를 조이는 힘 P에 따라 볼트 몸통에는 축 방향 하중 Q가 작용한다고 할 수 있습니다.
여기서 조이는 힘 P는 체결력과 연관되고, 축 방향 하중 Q는 예하중(프리텐션)과 연관됩니다.
이때 마찰계수 μ와 수직력의 곱인 마찰력은 운동을 방해하는 방향으로 작용합니다.
위 그림을 참고하여 힘의 평형방정식을 통해 P와 Q의 관계식을 구해보겠습니다.
여기서 F는 마찰력, λ는 리드각을 의미하므로
Y 축에 대한 힘 평형방정식을 정리하면
X 축과 Y 축의 힘 평형식을 연립하여 정리하면,
마찰계수 μ와 마찰각 ρ 사이의 관계식은,
이므로
이때 리드각 λ, 피치 p와 유효지름 d2의 관계는
이므로 회전력 P는 아래로도 표현될 수 있습니다.
따라서 나사를 조일 때 필요한 체결 토크 T는 아래와 같습니다.
해당 내용은 사각나사 볼트의 내용이므로 삼각나사에 대한 내용으로 풀어보겠습니다.
삼각나사는 나사면이 경사져 있으므로 위에서 언급한 축 방향 힘 Q와 삼각나사의 경사면에 작용하는 수직력 R 과의 관계는 아래와 같습니다.
삼각나사의 나사면에 작용하는 마찰력 F는,
따라서 삼각나사와 사각나사 볼트의 차이는 마찰계수의 차이로 설명할 수 있습니다.
즉, 삼각나사의 마찰력이 사각나사의 마찰력보다 크므로 체결용 나사로는 사각나사 볼트보다 삼각나사 볼트가 더욱 유리합니다.
2. 체결 토크 계산
그런데 실제로 나사를 조일 때에는 너트 면의 마찰도 작용하므로 더욱 큰 토크가 필요합니다.
일반적으로 나사산의 마찰에 의한 저항이 40% 정도이고, 자리면의 마찰에 의한 저항이 50% 정도 작용합니다.
따라서 실제로 볼트를 체결하는데 필요할 토크 T는 아래와 같습니다.
<최종공식>
여기서, μn은 너트 또는 볼트 머리의 자리면, 와셔 면의 마찰계수이며 rn, dn은 해당 면의 평균 지름을 나타냅니다.
3. 결론
기계 구조물 설계자라면 볼트 체결력을 계산하는 경우가 빈번히 발생합니다.
제품 제작 시에 필요한 체결 토크를 시방서에 기입해야 할 경우나, 제품 매뉴얼에 유지 보수를 위한 볼트 체결 토크를 제시해 줘야 하기 때문입니다.
일반적으로 볼트 항복강도의 60~70%에 상당하는 예하중(프리텐션)이 작용할 수 있도록 체결 토크를 산정합니다.
체결 토크 계산에서 가장 중요한 변수는 마찰계수이므로 볼트 나사산 도금, 윤활의 종류에 맞는 마찰계수를 적용하여 체결 토크를 계산해낼 수 있어야 합니다.
엑셀 서식을 활용해 필요 축 하중을 달성하기 위한 체결 토크를 계산할 수 있습니다.
이상으로 볼트 역학과 체결 토크 계산에 대해서 알아보았습니다.
다음 포스팅에는 체결 토크와 볼트 예하중(프리텐션)간의 관계를 구조해석 실험을 통해 알아보도록 하겠습니다.
감사합니다.
볼트 체결력 및 토크렌치 이론
제 1 절 볼트 체결력
1.1 볼트 체결력의 결정
기계나 건축구조물에서 각각의 부분품들은 대부분 볼트로 조립된다. 볼트를 사용하여
부분품을 조립하는 경우 작은 힘으로서 큰 체결력을 발생시킬 수 있다. 또한 제품에
큰 손상을 주지 않고 분리와 재조립이 가능하며 체결력의 조절도 용이하다. 작은 볼트
한 개가 지지할 수 있는 체결력도 대단히 커서 M 10 볼트의 경우 약 20 kN(약 2 tf)의
체결력을 견딜 수 있다.
토크는 볼트의 회전력이라 할 수 있으며 이 힘은 볼트에 탄력적인 축력을 발생시켜
체결이 이루어 지도록 하는 힘이 체결력이며, (clamping force) 체결력의 단위는 N 이다.
그림 1. 볼트의 체결력
볼트를 사용하여 두 개 이상의 부분품을 조립하는 방법은 그림 2와 같이 두가지
방법이 있다.
그림(a)는 체결력에 의하여 생겨나는 마찰력으로 두 개의 물체를 고정하는 방법으로
볼트의 체결력이 N일 때 가해줄 수 있는 힘 P의 최대값은 N과 부분품 사이의 마찰
계수와의 곱으로 결정된다. 또한 볼트에 가해지는 출력은 부분품에 가해주는 힘에
영향을 받지 않는다.
그림 (b)는 축하중을 받는 축력은 체결력 이외의 부가 하중을 받게 되어 파손의
원인이 될 수가 있다. 그러므로 체결력을 결정할 때에는 이와 같이 하중의 방향과 볼트의
강도를 고려하여야 한다.
– 98 –
그림 2. 두 개의 부분품 조립 방법
볼트의 체결력은 제품의 품질과 내구성에 큰 영향을 미치게 된다.
체결력이 너무 큰 경우에는 볼트가 파손하거나 부분품의 암나사가 파손할 수 있고
조립부분에 설계응력보다 높은 응력이 발생하여 제품의 조기파손의 원인이 된다.
체결한 직후에는 파손이 일어나지 않더라도 운전 중에 볼트가 휘어버리거나 나사산이
파손되는 경우가 가끔 있다. 반대로 볼트가 충분한 힘으로 체결되지 않으면 볼트조립의
역할을 하지 못하게 된다.
즉 사용 중 제품에 진동, 충격 등이 가해지는 경우 볼트가 이완되고 부분품들이
분리되어 제품 전체의 파손을 야기 시킬 수 있다. 또한 액체가 새어나오거나 압력이
감소하여 기계자체의 성능을 발휘하지 못하게 된다.
볼트의 체결력은 스프링과 같이 탄성한도 이내의 신장이 있어야만 존재하며, 만약
탄성신장이 없다면 체결력은 존재하지 않는다.
그림 3. 볼트의 탄성력
이와 같은 현상을 방지하기 위하여 적절한 범위의 체결력이 결정되어야 하는데 이를
– 99 –
위하여 충분한 경험과 축적된 자료 등이 필요하며 다음과 같은 사항을 고려하여야 한다.
먼저 체결력의 하한치를 결정하는데 고려해야할 사항은 부분품들을 성능을 유지
하도록 고정하고, 액체나 기체가 새어나오지 않도록 하며 전기나 열 등을 목적에
맞도록 전달하여야 한다.
체결력의 상한치를 결정하는데는 볼트의 강도, 체결되는 부분품의 강도, 나사부의
강도, 마찰계수 등이 고려되어야 한다.
8.8
10.9
12.9
Nm
KN ?
?
그림 4. 볼트 체결시 고려사항
1.2 토크와 체결력과의 관계
볼트의 체결에 관한 관리는 근본적으로 볼트의 체결력을 향상시키는 것이다.
그러나 체결력을 측정하는 것은 간단하지가 않으며, 더구나 볼트를 체결하면서
체결력을 측정하는 것은 매우 어렵다.
그러므로 실제적으로 볼트를 체결할 때 가해주는 토크를 측정하는 경우가 대부분이다.
이와 같이 볼트를 체결해주는 공구의 역할과 토크를 측정하는 측정기기의 역할을
동시에 하는 기기가 토크렌치이다.
이와 같이 토크를 측정하는 경우에 볼트의 체결력과 가해준 토크와의 관계식이
필요하게 된다. 체결력을 N 이라 하고 볼트에 가해주는 토크를 T 라 하면, 이들 사이의
관계는 다음과 같다.
T=
N
2 (d2tanβ+
μd2
cosα
+μndn) (1)
– 100 –
여기서 각도 α, β와 지름 d2
, dn
은 그림 5.에 나타난 치수이며 μ와 μn
은 각각 나사부와
볼트머리 접촉부에서의 마찰계수이다.
윗 식에서 첫째항은 나사가 받는 체결력에 의한 토크이고, 둘째항은 나사부에서의
마찰에 의한 토크이며, 셋째항은 볼트머리 접촉부에서의 마찰에 의한 토크이다. 일반적인
경우 각각의 토크는 가해준 전체 토크의 10 %, 40 %, 50 % 정도 이다.
식 (2)에서 보는 바와 같이 볼트의 규격이 정해지면 체결력과 토크는 비례하게 된다.
이 식을 다음과 같이 간단히 표시하기도 한다.
T= k⋅d⋅N (2)
여기서 d 는 볼트의 호칭 직경이고 k 는 토크 계수라 한다. k 값은 볼트의 규격에
따라서 정해지는 값이지만 식 (1)에서 보는 바와 같이 전체의 토크는 마찰이라는
불안정한 요소에 따라 큰 영향을 받는다.
일반적으로 k 는 0.2의 값을 사용하지만 0.14 에서 0.26 에 분포하게 된다.
식 (2)에 의하여 가해주는 토크를 측정하면 체결력을 구해낼 수가 있다.
그림 5. 볼트의 체결력과 토크와 관계
일반적으로 자동차 산업에서는 볼트 또는 나사를 이용한 방법으로 부품을 조립하여
완제품을 만드는데 특히 안전이 요구 되는 토크의 조임은 정확한 체결력을 요구하고
있으며, 보통 3등급으로 볼트류를 분류하여 관리하고 있다.
나사부의 마찰 40 %
볼트 머리접촉부의
마찰 50 %
체결력
10 %
d
d
d2
α
β
– 101 –
CCLLAASSSS AA
CLASS CLASS BB
CLASS CLASS CC
볼트가 체결 불량일 경우 생명이 위험
(제조업의 책임-조향장치)
볼트가 체결 불량일 경우 기계적 결함
(큰 비용, 보증)
볼트가 체결 불량일 경우 소비자 불만
(추후 판매 감소)
그림 6. 볼트의 등급분류
– 102 –
제 2 절 토크렌치의 종류와 원리
앞절에서 기술한 바와 같이 볼트를 체결해주는 공구의 역할과 토크를 측정하는
측정기기의 역할을 동시에 하는 기기가 토크렌치이다.
토크렌치는 크게 기계식 토크렌치와 디지털식 토크렌치로 분류할 수 있다.
토크렌치는 토크 = 힘 × 거리를 이용하여 일정한 거리에서 힘을 가했을 때의 그 값을
읽을 수 있도록 만든 측정공구이다.
그림 6. 토크렌치의 개요
2.1 기계식 토크렌치
기계식 토크렌치는 스프링이나 탄성체의 탄성변형을 이용한 토크렌치로서 플레이트형
(plate type), 다이얼형(dial type), 프리세트형(preset type), 단능형(snap action type),
슬립형(slip type), 토크 드라이버형 등이 있으며 정확도(토크의 오차율)는 ±(3∼6) %
정도로 비교적 낮은 편이다.
2.1.1 플레이트형 토크렌치(plate type torque wrench)
플레이트형 토크렌치는 보(beam)의 변형을 이용하여 토크를 측정하는 렌치이다.
그림 7과 같이 토크가 가해지면 헤드에 부착된 보가 변형하게 되고 변형하지 않은
포인터(pointer)를 기준으로 미리 결정된 눈금판에 의해 토크를 읽게 된다. 보의 단면은
사각형이나 원형이 많이 사용되며 정밀도는 낮은 편이다.
– 103 –
그림 7. 플레이트형 토크렌치
2.1.2 다이얼형 토크렌치(dial type torque wrench)
다이얼형 토크렌치는 몸체에 부착된 탄성체(torsion measuring element)의 비틀림
변형(torsional deformation)을 이용하여 토크를 측정하는 렌치이다.
그림 8과 같이 토크가 가해지면 몸체에 부착된 원형 탄성체가 비틀리게 되며 그에
따라 탄성체에 연결된 막대가 회전하게 되면 랙(rack)과 피니언(pinion)에 의해 다이얼
게이지의 눈금이 토크의 지시치를 가리키게 된다. 이 토크렌치는 다른 기계식 토크렌치에
비해서 정밀도가 높은 편이다.
그림 8. 다이얼형 토크렌치
– 104 –
2.1.3 프리세트형 토크렌치(preset type torque wrench)
프리세트형 토크렌치는 조정나사로 일정한 토크를 맞추고 정해진 토크로만 볼트를
체결할 수 있는 렌치이며 토크의 측정에는 사용되지 않는다. 그림 9와 같이 조정나사를
조절하면 스프링이 압축되어 캠을 압박하고 토크가 일정한도 이상으로 되면 캠 연결체
(cam follower)가 캠을 이탈하여 토크가 전달되지 않게 된다.
그림 9. 프리세트형 토크렌치
2.1.4 단능형 토크렌치
단능형 토크렌치는 프리세트형 토크렌치와 마찬가지로 토크의 측정에는 사용되지
않고 미리 정해진 토크로 볼트를 체결하도록 되어 있다.
구조는 프리세트형과 비슷하나 그림 10과 같이 캠을 사용하지 않고 토글(toggle)과
전달레버(load lever)를 사용하여 토크가 일정한 값을 넘어가면 토크가 전달되지 않도록
되어 있다.
– 105 –
그림 10. 단능형 토크렌치
2.1.5 슬립형 토크렌치
슬립형 토크렌치는 조정헨들로 일정한 토크를 맞추고 정해진 토크로만 볼트를 체결
할 수 있는 구조와 단능형과 같이 눈금이 없어 미리 정해진 토크로 볼트를 체결 하도록
되어 있는 두가지 형태가 있다.
아래 그림 11.과 같이 정해진 토크를 가하면 손잡이가 휘어 진다. 이것은 사용자가
너무 많은 토크(over torque)를 내지 않도록 하기 위함이며 어떤 모델은 20˚가 회전
하는 것도 있다.
– 106 –
그림 11. 슬립형 토크렌치
2.1.6 토크 드라이버
토크 드라이버도 토크렌치와 같이 나사조임 측정공구로 비교적 미세한 토크 측정에
사용 되는 측정기로서 나사를 조일 수 있도록 십자형, 일자형, 각형등의 어댑터 모양으로
제작 되어있다.
보의 비틀림 이용 몸체부에 원형의 눈금판 새겨진 토크값에 맞추어 사용하는
다이얼형과 필요한 토크값으로 세트하여 사용하는 프리세트형으로 구분 된다.
그림 12. 토크 드라이버의 종류
– 107 –
2.2 스트레인게이지식 토크렌치
스트레인게이지식 토크렌치는 토크 감지부를 통하여 전기신호를 변환시켜 지시부에
숫자로 표시 되도록 제작된 토크렌치이다.
일반적으로 스트레인게이지식 토크렌치는 원통이나 보 형상의 탄성체로 이루어진
감지부에 발생하는 변형도(strain)를 전기부에서 스트레인게이지(strain gage)로
감지하여 전기적인 신호로 변환시켜 토크를 나타내는 기기이다. 현재 상품화된 것들의
정확도(토크 오차율)는 ±1 % 이내로 정확한 토크 측정에 많이 사용된다.
스트레인게이지식 토크렌치는 기계식 토크렌치에 비해 상당히 높은 정확도를 가지고
있으며, 기능이 다양하여 사용하기에 편리하다. 스트레인게이지식 토크렌치는 크게
지시부 분리형과 지시부 내장형으로 구분할 수 있다.
2.2.1 지시부 분리형
지시부 분리형 토크렌치는 토크렌치 내부에 브리지 회로 이외에는 전기부가 없으며
Power supply와 DVM(digital voltage meter)을 사용하거나, 특별하게 제작된 전용
토크렌치 지시계(torque wrench indicator)를 사용하여 토크를 측정한다.
그림 13. 지시부 분리형 토크렌치
2.2.2 지시부 내장형
지시부 내장형 토크렌치는 다른 부속장치가 없으며 모든 전기회로가 내장 되어 편리
하게 사용할 수 있다. 그러나 제한된 크기와 무게 때문에 구조가 복잡해지고 기계
부와 전기부의 설계와 제작시 고도의 기술이 필요하다.
토크렌치에 힘을 가하면 감지부에 변형이 일어나고 이것은 부착된 스트레인게이지에
저항변화를 일으킨다. 이 같은 저항변화를 전압변화로 측정해내기 위해 스트레인게이지
4개로 이루어진 휘스톤 브리지(wheatstone bridge)회로를 구성하며 온도에 따른 출력의
변화를 보정해 주기 위해 온도 보상회로가 첨가되어 있으며 원리는 스트레인게이지
타입인 전기식 토크측정기와 같다.
– 108 –
스트레인게이지 타입의 토크렌치는 주로 지시부 내장형이 사용되며 휴대하기 쉽게
하기 위해 가볍고 크기가 작으며 전원으로는 보통 건전지를 많이 사용한다. 이 토크
렌치의 지시부는 스트레인게이지 타입의 전기식 토크측정기의 지시계와 같이 전원부,
증폭부, AD 변환부, 제어부 및 표시부로 구성되며 각각의 기능은 전기식 토크측정기
와 같다. 다음의 그림은 지시부 내장형 토크렌치 지시부의 개략도이다.
Power supply
SPAN ADJUST
CAL
AMPLIFIER
ZERO ADJUST
AD CONVERTER MICROPROCESSOR DISPLAY
OSCILLATOR
그림 14. 지시부 내장형 토크렌치 및 지시부의 개략도
2.3 규격별 토크렌치의 분류(ISO 및 KS 관련규격)
2.3.1 ISO(국제표준화기구) 규격에서의 토크렌치 구분
ISO 6789에서의 토크렌치는 사용 용도에 따라 측정용(지시용) 렌치와 체결용(셋팅용)
렌치로 구분하고 있다.
아래 표 1.에서와 같이 측정용 렌치는 A, B, C, D, E의 5종류, 표 2.와 같이 체결용
렌치는 A, B, C, D, E, F의 6 종류로 분류하고 있다. 토크렌치 교정 방법은 통상
조절이 가능한 렌치는 최대용량의 20 %, 60 %, 100 %를 검사하고 있으며 각 구간
마다 5회를 측정하여 평균값으로 토크값을 구한다.
– 109 –
The ISO 6789
측 정 용 wrench
(dial or electronic)
체 결 용 wrench
(click or slip type)
그림 15. 토크렌치의 구분
표 1. 측정용 토크렌치의 종류 및 오차
등 급 모 양 교정구간 오 차
CLASS A
wrench,
torsion or
flexion bar
5 tests at 20 %
5 tests at 60 %
5 tests at 100 %
tolerance
± 6 %
CLASS B wrench, dial
indicating
5 tests at 20 %
5 tests at 60 %
5 tests at 100 %
tolerance
<10 Nm:±6 % >10 Nm:±4 %
CLASS C
wrench,
electronic
measurement
5 tests at 20 %
5 tests at 60 %
5 tests at 100 %
tolerance
<10 Nm:±6 % >10 Nm:±4 %
CLASS D
scewdriver,
with scale or
dial indicating
5 tests at 20 %
5 tests at 60 %
5 tests at 100 %
tolerance
± 6 %
CLASS E
screwdriver,
electronic
measurement
5 tests at 20 %
5 tests at 60 %
5 tests at 100 %
tolerance
<10 Nm:±6 % >10 Nm:±4 %
– 110 –
표 2. 체결용 토크 렌치의 종류
등 급 모 양 교정구간 오 차
CLASS A
wrench,
adjustable,
click type
with scale
5 tests at 20 %
5 tests at 60 %
5 tests at 100 %
tolerance
<10 Nm:±6 % >10 Nm:±4 %
CLASS B
wrench, fixed
adjustment,
click or
slip type
5 tests at set
torque
tolerance
<10 Nm:±6 % >10 Nm:±4 %
CLASS C
wrench,
adjustable,
no scale,
click or slip type
10 tests at 20 %
10 tests at 60 %
10 tests at 100 %
tolerance
<10 Nm:±6 % >10 Nm:±4 %
CLASS D
scewdriver,
adjustable,
slip type,
with scale
5 tests at 20 %
5 tests at 60 %
5 tests at 100 %
tolerance
± 6 %
CLASS E
screwdriver, fixed
adjustment, slip
type
5 tests at set
torque
tolerance
<10 Nm:±6 % >10 Nm:±4 %
CLASS F
screwdriver,
adjustable,
no scale
10 tests at 20 %
10 tests at 60 %
10 tests at 100 %
tolerance
± 6 %
2.3.2 KS(한국산업규격)의 구분
KS B 3027에서의 토크렌치는 아래 표 3.과 같이 플레이트형, 다이얼형, 프리셋형,
단능형으로 분류하고 있으며 다이얼형은 정밀급과 보통급으로 구분 된다.또한 토크의
오차율은 표 3.과 같이 규정하고 있다.
표 3. 토크렌치의 종류 및 등급
종 류 토크의 오차율(%)
플레이트형 ±3
다이얼형
정밀급 ±1
보통급 ±3
프리셋형 ±3
단능형 ±3
– 111 –
제 3 절 토크렌치의 사용방법
3.1 기계식 토크렌치의 구조
3.3.1 프리세트형의 구조
기계식 토크렌치 중 플레이트형과 다이얼형의 토크렌치는 연속되는 토크량을 측정
할 수 있으나 프리세트형과 단능형 토크렌치는 미리 순서에 따라 토크량을 조정해야만
고정된 토크량으로 볼트를 체결할 수 있다.
본장에서는 현장에서 가장 많이 쓰이는 모 제조사의 프리세트형 토크렌치의 사용순서와
방법을 기술하였으며 제조사 마다 사용방법은 다를 수 있다.
드라이브 기어
조향 스토퍼
조향 스프링
조향 레버
토크조정
육각렌치 볼트
구동 롤러
토크 압력스프링 본눈금
부눈금
라쳇트 핸들
∙조향 레버 및 헤드볼트
훼손 및 망실 주의
∙토크량 초과 사용시
구동 롤러 파손 주의
∙라쳇트 핸들 토크
조정나사
∙본눈금 나사부 소착
상태 주의 (녹 방지)
그림 16. 기계식 토크렌치의 구조 및 명칭
3.1.2 토크렌치 작동 순서
다음과 같은 요령에 따라 토크량을 조절해야만 고정된 토크량으로 작업이 가능하다.
– 112 –
1) 작업하기 전 원하는 토크량을 얻기 위해 잠금쇠를 풀림으로 놓는다.
그림 17. 잠금쇠 잠금 및 풀림
2) 라쳇 핸들을 돌려 토크량을 본 눈금과 부 눈금으로 조정한다.
그림 18. 토크량 읽음치
3) 잠금쇠를 잠금에 고정시킨다.
4) 헤드부의 조향 드라이브 기어와 조향 레버 작동상태를 확인한다.
그림 19. 헤드부의 조향 기어 확인
5) 토크 조정 육각 렌치 볼트의 흔들림 상태가 없도록 확인하다.
6) 토크렌치 사용시 힘을 주는 방향은 일정한 방향(only ↓표시)으로 딸깍 소리를
감지할 때까지 잡아당긴다.
그림 20. 토크렌치의 사용 방향
풀림 잠금
잠금쇠
주눈금 최소단위 눈금
본눈금 부눈금
라쳇트 헨들
– 113 –
7) 토크렌치를 사용한 후에는 잠금쇠를 풀림에 놓고 라쳇 핸들을 돌려 토크 량을
최소로 하여 내장되어 있는 스프링 압력을 줄여준다.
작업시 = 300 kgf․m 작업후 = 100 kgf․m
그림 21. 작업후 최소눈금 위치
8) 토크렌치 겉 표면에 먼지 습기 및 이물질이 없도록 청결하게 유지 보관한다.
9) 보관시 토크렌치가 수평이 되도록하며 깨끗한 장소에 보관한다. (휨 및 비틀림
방지)
10) 토크렌치의 영점 보정과 게인(gain)조정방법은 표 4와 같다.
표 4. 토크 렌치의 0점 보정과 게인(Gain) 조정방법
형 식 영 점 보 정 GAIN 보정
플레이트형 바늘(포인터)을 휘어서 조정 눈금판 교체
다이얼형 다이얼 눈금판을 회전하여 조정 레버 고정나사 길이 조정
프리세트형 라체트핸들 탈거후 부눈금 위치 조정 조정나사 및 주눈금판 이동
다이얼형
토크 드라이버
다이얼 눈금판 회전하여 조정 조정핸들
프리세트형
토크 드라이버
라체트핸들 탈거 후 부눈금 조정 조정나사
그림 22. 프리세트형의 토크 조정 방법
– 114 –
3.1.3 작업시 주의 사항
다음은 토크렌치의 사용시 주의사항을 기술한 것이다.
1) 토크렌치는 정밀측정 공구이므로 던진거나 햄머 대용으로 사용하면 안된다.
2) 작업시 반드시 ↓방향으로 해야하며 반대방향으로 사용하면 안된다.
3) 토크렌치에 명시된 최대규격을 초과해서는 안된다.
그림 23. 토크량 최대 규격
4) 작업 시 토크를 가하는 방향으로 제품의 축심과 수직인 상태에서 상하 좌우 15˚
범위내에서 작업을 하여야 한다.
그림 24. 토크 작업 범위
5) 토크를 주는 손잡이 위치에 따라 토크량이 변하므로 항상 유효 중심선을 기준점으로
하여 ↓방향으로 잡아당긴다. 길이 변화에 따라 아래 그림 25와 같이 토크값이
달라진다(사람 손의 위치가 토크에 영향을 미친다.).
이내 이내
– 115 –
20 Nm 17Nm
FORCE
Nm +
그림 25. 토크 길이변화에 따른 토크값의 변화
6) 잡아 당길 때 절대로 무리한 힘을 가하지 말고 지속적으로 가볍게 잡아 당긴다.
7) 파이프 및 불필요한 공구를 이용하여 작업해서는 안된다. (토크량 변동)
그림 26. 불필요한 공구 사용금지
8) 토크렌치 헤드부를 확장하여 사용할 경우 아래 공식을 적용하여 토크값을 찿거나,
확장은 토크에 영향을 주므로 토크측정기로 점검 후 사용해야 한다.
손잡이 오차
– 116 –
그림 27. 토크렌치 길이 확장
토크렌치의 확장 계산 예
B=A×
L1+L2
L1
– 여기서 A : 설정 토크, B : 실제 체결 토크
– 예) 설정 토크 : 100 N·m 100 N·m × (500 + 150) /500 =130 N·m
L1
: 500 실제 체결 토크는 130 N·m
L2
: 150
9) 토크렌치는 물체(볼트, 너트)에 정확히 물린후 토크를 가해야 한다.
그림 28. 토크렌치의 체결 상태
10) 토크 작업중 이상 발생시 담당 관리자에게 보고한 후 주관 부서에 의뢰하여
조치한다.
11) 작업자 임의로 분해 조립을 해서는 안된다.
12) 생산 라인에서는 작업자가 토크을 조정할 수 없는 토크렌치를 사용하는 것이
좋다.
– 117 –
현장용 부적합 현장용으로 적함
그림 29. 토크렌치 사용 조건
a) 다이얼형 b) 드라이버형
c) 단능형 d) 프리세트형
그림 30. 토크렌치 사용 방법
– 118 –
3.2 스트레인게이지식 토크렌치
다음은 지시부 내장형 스크레인게이지식 토크렌치의 사용방법을 기술한 것이며,
사용순서와 방법, 기능 등은 제조사마다 다를 수 있다.
3.2.1 사용순서
1) 토크렌치의 전원 스위치를 ON 한다.
이때 전원공급시 일정시간 안정이 요구되는 토크렌치는 제조사가 제시하는 기준에
따라 충분한 시간 동안 전기적 안정화를 시킨다.
2) 영점 조정 스위치를 눌러 영점을 맞춘다. 만일 영점이 맞추어지지 않으면 영점
조정 가변저항기를 사용하여 맞춘다.
3) 단위 선택 스위치를 사용하여 단위를 선택한다.
예 : N․m, kgf․cm
4) 토크렌치의 최대용량까지 사전부하를 가하고 출력 조정용 가변 저항기로 출력
(span)을 맞춘다.
5) 사전부하를 (1∼2)회 더 가하고 영점 및 출력이 맞는지를 확인한다.
6) 기타 사용방법 및 주의 사항은 기계식 토크렌치와 동일하며 건전지 내장형은
보관시 건전지를 탈거하여 보관하는 것이 좋다. (내부 충전액 방출에 따른 부식
으로 내부 손상 우려가 많음.)
그림 31. 디지털 타입 토크렌치
– 119 –
3.2.2 스트레인게이지식 토크렌치의 기능
3.2.2.1 최대(peak) 토크 측정 시험
최대 토크 측정은 볼트등을 체결할 때 순간적으로 가해진 최대 토크를 검출하는
기능으로서 기계식 토크렌치에 없는 기능중의 하나이다.
3.2.2.2 프리세트(preset) 시험
프리세트 기능은 부하하고자 하는 토크를 미리 디지털 토크렌치에 설정하여 가해지는
토크가 설정값에 도달하면 지시치가 깜박거려 사용자가 더 이상의 토크를 가하지
않도록 하는 기능으로 토크렌치를 토크렌치 교정기에 장착한 후 측정하고자 하는
토크를 세트 한다.
3.2.2.3 기타 기능
테이터를 저장할 수 있는 메모리 기능과 프로세스에 의해 토크값이 자동으로 측정
되어 데이터를 출력할 수 있는 기능등 제조사별로 다양하며 최근에는 체결 부위의
토크 및 각도를 그래프로 표시하고 볼트의 항복점 측정등 토크을 분석할 수 있는
분석용 토크렌치도 있다.
그림 32. 토크를 분석할 수 있는 분석용 토크렌치
– 120 –
제 4 절 조임 토크의 검사와 오차
4.1 토크의 점검
기계나 건축 구조물등에서 각각의 부분품들은 대부분 볼트와 너트로 조립된다.
따라서 조립상태가 안전하며 정상적인가를 확인하기 위하여 볼트와 너트의 조임토크를
검사할 필요가 있다.
이 같은 토크 관리를 위해 이미 조여져 있는 너트가 올바르게 조여져 있는가를
검사하여야 한다. 아주 간단하게 보이는 이 검사는 마찰이라는 불안한 요소가 게재되어
있으므로 상당히 까다롭다.
조임 토크를 검사하여 정확하게 측정하는 것은 현재로서는 불가하나 측정하는 방법은
표 5.와 같은 방법이 있다. 실험이나 연구 단계에서는 풀림 토크법이나 마크법이
잘 쓰이며 현장에서는 증가법을 많이 사용하고 있다.
표 5. 조임 토크의 검사방법
방 식 풀림 토크 증가 토크 마크법
측정 방법
조여놓은 토크를 토크
렌치로 풀어 볼트가
돌아가기 시작할 때의
토크값
조여놓은 몰트를 더
조여 돌아가기 시작할
때의 토크값
조여놓은 볼트에 마크를
하고 풀어서 다시 마크
위치까지 조일때의
토크값
측정 토크/
조임 토크
0.6 ∼ 0.9 0.9 ∼ 1.2 0.9 ∼ 1.1
장․단점
비교적 측정 용이함
재조임 작업이 추가됨
볼트의 회전을 명확히
알면 정확한 측정이
가능함
시간이 많이 걸리고
번거로움
– 121 –
4.2 조임 토크 검사 방법
▸ 증가법 : 토크렌치를 (다이알 또는 디지탈) 볼트 위에 놓고 검사자는 볼트가 움직일
때 까지 토크를 가하는 방법으로 정확한 결과는 검사자의 감각(숙련)에 달려있다. 또한
토크렌치로 검사자가 볼트를 움직일 때 까지 측정하지만 검사자가 얼마나 빨리 정점을
감지하여 즉시 멈추는가에 따라 정확도가 달라진다.
따라서 경험상으로는 검사자가 실제의 토크값에 비해서(5 ∼ 10) % 높은 토크값을
잰다.
그림 33. 증가법에 의한 토크 검사 방법
▸ 마크법 : 증가법은 빠르게 측정할 수 있어 현장에서 많이 사용된다. 하지만 조여
준 볼트가 녹이 생기거나 다른 이유로 인해 토크값를 높게 측정한다. 이것을 방지하기
위해서 볼트를 풀고 다시 그 자리까지 조여 주는 방법이 마크법이다.
이 방식은 볼트에 마크를 한 후 볼트를 풀고 그 자리로 다시 조여 주어 토크를
측정하는 방법이다.
1차 : 볼트를 풀고 2차 : 마크 위치로 다시 조임
그림 34. 마크법에 의한 토크 검사방법
▸ 풀림법 : 조여 놓은 볼트를 토크렌치로 풀어 볼트가 돌아가기 시작할 때의 최대
토크값을 조임토크로 하는 방법이며 볼트를 풀기 위해서는 가해지는 토크는 처음의
– 122 –
토크보다 대략 약 30 %가 더 적게 가르키는 경향이 있어, 이 방법은 토크관리에서
가능한 사용하지 않는다.
그림 35. 풀림법에 의한 토크 검사 방법
조임 토크의 허용오차는 마찰이 게재되어 있으므로 아무리 까다로운 오차라도 원래의
목적인 출력에 의한 영향은 적다. 또한 토크렌치 자체의 허용오차도 ±3 % 수준이므로
매우 중요한 너트나 볼트의 조임 일지라도 약 ±5 % 정도의 범위를 쓰고 있다.
또 일반적인 너트 및 볼트의 조임 토크는 셋트 토크에서 ±10 %, 허용규격 범위에서는
(0 ∼ 20) % 등으로 결정한다.
풀림 토크법이나 조임 토크법에서 측정되는 토크의 산포는 앞에서 설명한 바와 같이
매우 잘 관리된 부품이나 너트를 써서 정확한 조임 작업을 하더라고 ±10 % 범위가
한도이다.
일반적으로는 토크렌치에 의한 토크 검사방법은 ±(15 ∼ 20) %의 산포가 측정치에
발생한다. 그러나 이 산포가 바로 조임 토크의 산포를 의미하지 않으며, 사전의 실험으로
측정에 의한 산포의 폭을 알고 있으면 조임 토크의 산포나 평균치의 추정이 가능하다.
다이얼형 토크렌치 조임토크 확인용 디지털 토크렌치
조임 및 분석용 토크렌치
그림 36. 측정용으로 사용 되는 토크렌치(다이얼형, 디지탈형)
– 123 –
제 5 절 토크렌치의 선정
토크 관리에 쓰이는 토크 공구는 용도에 따라 수백 가지가 있다. 이 중에서 볼트와
너트를 보다 정확하게 보다 능률적으로 보다 즐겁게 조일 수 있는 최적의 토크렌치를
고르는 것이 중요하다.
5.1 수동식 토크렌치, 토크 드라이버 선정 방법
수동식 토크렌치는 KS B 3027에 규격화되어 있으며 토크 관리의 기본적인 공구이다.
어떠한 토크렌치를 사용할 것인가를 선정은 다음의 3가지 순서에 따른다.
◦ 형식 ( 사용하는 목적에 따라 선정 )
◦ 기종 ( 주로 머리부위 형상에 따라 선정 )
◦ 용량 ( 토크값에 따라 선정 )
표 6. 토크렌치와 토크 드라이버 형식
형 식
직 독 식 시 그 널 식
플레이트형 다이얼형 프리세트형 단능형
구 조
관스프링의
변형량을 직접
눈금에서
읽는다.
토션바의 비틀림을
다이얼로 확대
하여 읽는다.
눈금의 프리세트한
토크에 이르면
“딸깍” 하는 음과
감촉이 있다.
테스터로 세트한
토크에 이르면
“딸깍” 하는
음과 감촉이 있다.
주요 용도
일반적인 조임
작업, 검사,
정비용
정확한 작업,
연구, 검사용
일반적으로 양산
공장의 조립형
양산 공장의
조립, 특정 나사의
조립형
형식
비교
토크측정 ○ ◎ × ×
일반 다목적
조임
○ ○ ○ ×
동일 나사의
조임
× × ○ ◎
정 도 ○ ◎ ○ ○
작업성 △ ◎ ◎ ◎
가 격 ◎ △ ○ ◎
기종 주로 머리부위 형상에 따라 선정
○ : 양호함 ◎ : 매우 양호함 △ : 보통 × : 좋지 않음
– 124 –
5.1.1 형식
토크렌치나 토크 드라이버는 크게 나누어 직독식과 시그널식이 있다.
그림 37. 토크렌치의 형식
5.1.1.1 직독식 및 시그널식
측정에 사용할 때는 직독식 타입이 좋으며, 조임 작업용으로서 1일 20회∼30회 이상
동일 공정에 사용하는 경우는 시그날식이 좋다.
5.1.1.2 프리세트형 및 단능형
조임 토크용으로 주로 사용 되며 토크값을 조절할 필요가 있는 경우에는 프리세트형
토크렌치를 사용하고, 단일 목적의 조임 또는 작업자가 임의로 토크를 바꾸지 못하게
하고자 할 때는 토크 눈금값이 없는 단능형 토크렌치를 선정한다.
5.1.2 기종
기종 결정의 중요한 조건은 토크렌치의 헤드 형상이다. 이 헤드부를 나사 머리
다이얼형 프리스트형
플레이트형 단능형
플레이트형 토크 드라이버 프리세트형 토크 드라이버
– 125 –
모양이나 스페이스에 맞춰서 선정한다.
5.1.2.1 고정 드라이버 각도 타입 헤드
헤드부에 드라이버 각도가 고정되어 있고 볼트에 맞는 사이즈의 소켓을 끼워서
사용한다.
5.1.2.2 라쳇 헤드
고정 드라이형의 반대로 라체부가 일정각도로 자유롭게 움직여 작업 위치에 따라
라체을 돌려서 토크를 조일 때 사용이 용이하며 레바를 좌,우로 바꾸면 좌, 우 조임
작업이 가능하다. 또한 작업능률이 좋고 반복 작업에 적합하다.
5.1.2.3 스패너 헤드
헤드부가 스패너 형이며 볼트 헤드폭에 맞추어 사용하며 스페이스가 적을 때나
소켓을 사용할 수 없을 때 쓴다.
직독식이나 프리세트형에서 이 헤드를 필요로 할 때는 교환식을 쓴다.
5.1.2.4 링 스패너 헤드
머리부가 링 스패너형을 하고 있으며 볼트의 머리 크기에 맞추어 고른다. 스페이스가
특히 짧을 때 유효하다.
5.1.2.5 특수 헤드
표준품이 아닌 특수 형상의 헤드가 필요할 때 쓰이며 별도 주문에 의하여 만든다.
5.1.2.6 헤드 교환식
여러 가지 헤드를 쓸 경우에는 헤드 교환이 가능한 타입이며 헤드교환이 편리하고.
특수형태의 나사라도 헤드만을 제작하여 사용하면 간단하다.
5.1.2.7 토크 드라이버
비트를 교환하여 +-나사 각 나사등을 사용한다. 비트는 보통 6각형의 단부를
가진 것이 알맞다. 소형의 드라이버는 특수형상의 비트를 사용한다.
프리세트형 토크 드라이버는 시그널 음만이 나는 LTD와 소리가 나며 공회전 하는
로터리 타입의 RTD가 있다.
– 126 –
그림 38. 토크렌치와 헤드부 형상
그림 39. 토크 드라이버용 비트
– 127 –
5.1.3 토크의 용량
1) 토크렌치나 토크 드라이버의 기종에는 여러 가지 용량의 것이 있으므로 용도에
맞추어 선택한다.
2) 토크렌치나 토크 드라이버의 형식에 있는 숫자는 최대 용량을 의미하며 알파벳은
형식이나 기종을 의미한다.
예를 들어 900 QL
900 : 최대 용량 ( 900 kgf․cm )
Q : 라쳇 헤드 타입
L : 프리세트형
3) 사용 토크와 용량과의 관계는 사용빈도에 따라 작업자가 피로하지 않도록 선택
한다. 또 토크 측정의 경우 지나치게 큰 토크렌치로는 최소 눈금 값이 크므로 측정
오차가 크게 된다.
4) 1일 100번 이하의 조임 작업에서는 사용 토크가 용량 내에 있으면 작업성은
문제가 없다.
1일 100번 이상 조임 작업에서 최대 용량에 맞추어 토크렌치를 선정하면 토크렌치를
당기는 힘이 크게 되어 쉽게 작업자가 피로를 느낀다.
또 지나치게 큰 토크렌치를 선정하여도 필요이상 무겁게 되므로 역시 쉽게
작업자가 피로를 느낀다.
5) 선정의 기준으로서 조임 토크가 20 N․m 이하에서는 용량의 (40 ∼ 90) % 의 범위에,
20 N․m 초과하는 경우에는 용량의 (40 ∼ 70) % 로 선정하는 것이 좋다.
6) 토크 공구는 손목시계나 컴퓨터 부품나사 (직경 1 ㎜ 이하)에 쓰이는 초소형의
토크 드라이버, 플랜트 교량의 건설등에 쓰이는 대형 토크렌치, 토크를 10배로
확대할 수 있는 토크렌치의 어태치먼트가 있다.
5.2 동력식 토크 공구의 선택방법
동력식은 기구상 범용형이 아니며 목적에 따라 여러 가지 기종이 있으므로 최적의
기종을 선정하는 것이 중요하다. 동력식 토크 공구의 선정조건은 일반적으로 다음과 같다.
① 조임 능력 ⑤ 소음
② 자유 회전수 ⑥ 가격
③ 동력원 (압축공기, 전기, 유압) ⑦ 경비 (수리비, 운전비)
④ 중량 및 치수
– 128 –
5.2.1 토크 제어 방식
동력식은 조임토크 작업의 정확도에서는 수동식 토크렌치에 비하여 뒤떨어진다고
하나 이것을 어느 정도 극복할 수 있느냐가 문제이며, 아래와 같은 타입이 많이 사용
되고 있다.
5.2.1.1 무 제어형
일반적으로 임펙트 렌치와 같이 양적인 제어 기구가 없고 감각으로 제어하는 타입.
5.2.1.2 최대 용량형
관성력의 한도까지 제어할 수 있는 타입.
5.2.1.3 간접 제어용
공기압, 유압, 전류등으로 조임 토크를 간접적으로 자동 정지시키는 타입.
내부 효율이 변하면 변화가 생기므로 교정이 필요하다.
5.2.1.4 직접 제어용
조임 토크를 직접 감지하여 자동으로 정지시키는 타입.
그림 40. 동력식 토크 공구
– 129 –
제 6 절 토크렌치의 교정
볼트를 조이거나 조임 토크를 측정하는 토크렌치, 토크 드라이버는 교정된 토크
측정기를 이용하여 교정을 한다. 아래 그림과 같이 제조사별, 토크측정기 모델에 따라
토크렌치를 설치해야 하며 교정자가 직접 토크를 가하는 방법과 토크 부하기를 이용
하여 토크렌치를 교정할 수 있다.
그림 41. 토크 부하기를 이용한 교정방법
그림 42. 교정자가 직접 토크를 부하한 교정 방법
– 130 –
교정방법은 토크렌치의 표준교정절차(KASTO 04-07-2030-022)에 따르며, 그 주요
내용은 아래와 같다.
1) 토크렌치와 토크측정기가 평행하게, 토크렌치 유효중심선에 힘이 부가되도록
설치하며, 힘은 수직한 방향으로 가한다.
그림 43. 토크렌치 설치 및 하중 부하 방법
2) 정격용량까지 사전부하 3회 이상 가하여 기기의 재현도를 안정화 시킨다.
3) 토크측정기 영점 (출발점)설정 및 영점 조절이 필요한 토크렌치는 영점을 조정한다.
4) 교정토크는 낮은 값부터 증가순으로, 정격용량의 (20∼100) % 범위에서 5점 이상
실시한다.
5) 한 개의 교정점에 대해 3회 이상(3 시리즈)실시, 동일 교정점에서 연속교정은 하지
않는다.
6) 교정토크 부근에서는 천천히 토크를 부가하여야 한다.
7) 가능한 토크렌치를 기준으로 하여 토크측정기에서 지시하는 지시값을 읽는다.
[공학나라] 기계 공학 기술정보
▷ 볼트를 조이는 이유
볼트를 조이는 이유는 적절한 볼트 인장력 (볼트머리와 나사산이 당기는 힘) 을 생성하기 위해서이다. 특히, 압력 용기에서는 적절한 볼트 인장력 (압력에의한 분리력 이상) 이 있어야 기밀이 유지된다.
▷ 토크의 분배
대부분의 볼트를 조이는 힘은 볼트 머리와 나사산에서 마찰력으로 90% 정도가 사용되며 10% 정도만이 볼트 인장력이 생성되는데 사용되어진다 (뭔가 상당히 비효율적인 느낌이지만 그렇다).
▷ 토크의 계산
표준 (KS, ISO, JIS, DIN 등) 볼트는 이미 표로 호칭경과 재질 강도에 따른 최대 조임토크와 축력이 제시되어 있다. 표준이 없는 경우는 제작사에서 해당 볼트의 조임토크를 추천해준다. 이러한 조임토크는 (복잡하지 않은 수식을 이용하여) 볼트의 호칭경과 강도를 알면 구해진다. 경우에 따라 마찰계수를 선정하여야 하는데 출처에 따라 편차가 있으므로 잘 모를 경우에 최대값을 취하면 강도측면에서 안정적이다.
표준에서 호칭경과 강도에 따라 토크를 결정하는 방법은 간단히 설명하면 조임 과정에서 발생하는 응력 (볼트 인장 + 조임에의한 비틀림에 의한 응력) 을 항복강도보다 약 10% 작게하는 것이다. 따라서 주의할 점은 표준에서 제시되는 토크값은 조임 과정에 대한 구조적 안정성 을 제시한다는 점이다 (즉 이 토크 보다 세게 조이면 조임 과정에서 볼트에 영구 변형이 생기게 된다).
즉, 볼트를 포함하는 제품의 운용 조건에서의 구조적 안정성은 제품의 설계자가 판단해야 한다 . 볼트를 사용하는 제품의 설계자는 해당 제품의 운용 조건에서 볼트에 필요한 축력과 볼트에 부하되는 등가응력 (예. von-Mises) 을 구하여 이에 맞는 볼트를 선정하여야 한다.
* ISO 조임 토크 표
볼트몰
(영문)
http://www.fullermetric.com/technical/information/tech_torque_figures.aspx#torque-figures-metric
(영문)
http://www.cncexpo.com/MetricBoltTorqueNm.aspx
아래는 이론 부분으로 위의 표들을 이용하면 규격 볼트의 조임토크를 알 수 있으므로 읽어볼 필요는 없다
(비규격 볼트도 제조사에서 제시해준다).
▷ 볼트 강도가 문제가 되는 경우
실무 설계 입장에서 강도와 관련되어 문제가 되는 경우는 대부분 볼트를 잘 못 선정하여
1. 추천 토크를 사용하여 조여도 축력이 부족하여 대상 구조물이 제대로 결합되지 않거나
2. 운용 조건에서 볼트의 강도가 부족하여 파괴되는 경우
이다. 이 경우에는 당연하지만 대책은
1. 볼트를 추가하거나,
2. 볼트 호칭경을 큰 것을 사용하거나,
3. 보다 강도가 높은 재질을 사용하여야 한다.
조임 과정에서의 응력을 구하는 식은 복잡하지는 않으나 관심있는 실무자가 거의 없으므로 생략한다.
▷ 토크에 의한 축력 계산
토크 대 축력을 구하는 수식은 여러가지가 있으나 아래와 같은 간단한 식을 사용한다. 마찰계수의 부정확성이나 조립 방법에 따른 토크 편차를 고려하면 해석적으로 정확한 토크의 예측이 의미가 적으며 개략적으로 이 정도의 값을 가진다는 의미로 보는게 좋다. 볼트의 호칭경, 조임토크, 축력 중에 어느 두 개를 알면 다른 하나를 계산할 수 있으며, 축력이 제품의 설계에 활용된다.
T = K x d x Ff or Ff = T / (K x d)
T : 토크
K : 마찰계수에 따라 다르며 0.15~0.2의 값
d : 호칭경
Ff : 볼트 인장력
볼트를 조이는 방식에 따라 실제 적용된 토크 편차가 매우 클수있다. 여러 변수에 따라 바뀔 수 있으나 일반적으로 제시되는 토크 편차는 의외로 크다 (특히 토크렌치에 의한 편차).
조임 방법에 따른 토크 편차 방법 정확도 윤활되지 않은 볼트에 대한 토크 렌치 사용 ± 35% 카드뮴 도금 볼트에 대한 토크 렌치 사용 ± 30% 윤활 볼트에 대한 토크 렌치 ± 25% 하중 지시 와셔 ± 10% 스트레인 게이지 ± 1% 컴퓨터 제어 렌치 (항복 이하) ± 15% 컴퓨터 제어 렌치 (항복 센싱) ± 8% 볼트 연신율 ± 5% 초음파 센싱 ± 5%
* 볼트 토크 자동 계산식
(영문)
http://www.futek.com/boltcalc.aspx?mode=metric
http://www.stanleyengineeredfastening.com/brands/spiralock/information-center/torque-calculator
*토크 이론 상세
(영문)
http://www.tohnichi.com/torque-technical-data.asp
So you have finished reading the 렌치 볼트 체결 토크 topic article, if you find this article useful, please share it. Thank you very much. See more: 볼트 체결 토크 n m, 볼트 체결 토크 계산, 표준 체결 토크, 플랜지 체결 토크, 볼트 토크 계산 엑셀, 토크기준표, SUS 볼트 체결 토크, 볼트 토크값